Ce este forjarea oțelului și cum funcționează procesul
Forjare din oțel este un proces de fabricație în care țaglele sau barele solide din oțel sunt modelate sub forță de compresiune - folosind ciocane, prese sau matrițe - pentru a produce piese cu proprietăți mecanice superioare în comparație cu alternativele turnate sau prelucrate. Rezultatul este o structură granulară care urmează contururile piesei, oferind rezistențe la tracțiune de obicei cu 20-40% mai mari decât componentele echivalente din oțel turnat. Dacă aveți nevoie de piese care se ocupă de oboseală, impact sau încărcare ciclică - biele, arbori cotiți, flanșe, roți dințate - forjarea este de obicei cea mai fiabilă cale pentru a ajunge acolo.
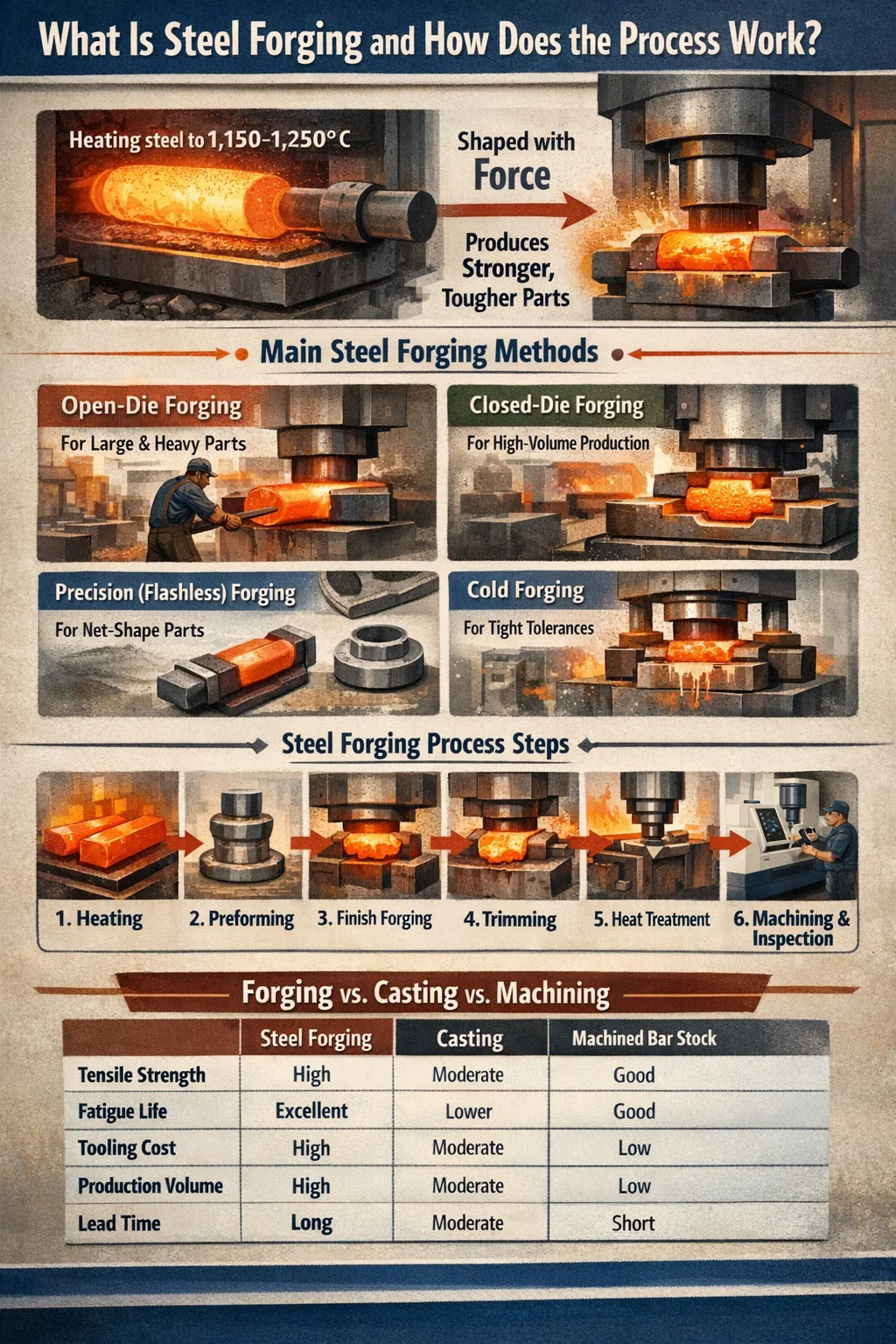
În esență, procesul implică încălzirea oțelului la un interval de temperatură specific (de obicei între 1.100°C și 1.250°C pentru oțelurile carbon și aliate), apoi aplicarea forței pentru a deforma plastic materialul în forma dorită. Temperatura ridicată reduce stresul de curgere și îmbunătățește ductilitatea, făcând metalul mai ușor de modelat fără crăpare. Odată răcită, piesa forjată este supusă unui tratament termic post-proces, prelucrare și inspecție înainte de expediere.
Forjarea oțelului nu este o singură tehnică. Se ramifică în mai multe metode distincte, fiecare potrivită pentru diferite geometrii, volume și cerințe de toleranță. Înțelegerea modului în care funcționează fiecare metodă - și unde este scurtă - este punctul de plecare pentru orice inginer sau cumpărător care încearcă să facă apelul potrivit pentru un proiect de forjare.
Principalele metode de forjare a oțelului și când se utilizează fiecare
Fiecare metodă de forjare a oțelului produce piese cu toleranțe dimensionale, condiții de suprafață și costuri de scule diferite. Alegerea incorect adaugă costuri, prelungește timpii de livrare sau are ca rezultat piese care necesită prelucrare secundară excesivă.
Forjare cu matriță deschisă
Forjarea cu matriță deschisă (numită și forjare liberă sau forjare smith) utilizează matrițe plate sau de formă simplă care nu înglobează complet piesa de prelucrat. Oțelul este manipulat între matrițe printr-o serie de compresiuni, întinderi și rotații. Aceasta este metoda folosită pentru arbori mari, cilindri, inele și lingouri - piese care pot cântări oriunde de la câteva kilograme la peste 200 de tone.
Forjarea cu matriță deschisă este alegerea de preferat atunci când dimensiunea pieselor depășește capacitatea matrițelor închise sau când cantitățile de producție sunt prea mici pentru a justifica sculele scumpe. Toleranțele dimensionale sunt mai largi (de obicei ±3–6 mm), așa că se așteaptă o prelucrare semnificativă ulterioară. Calitățile de oțel precum 4140, 4340 și 316 inoxidabil sunt procesate în mod obișnuit în acest fel pentru industria petrolului și gazelor, generarea de energie și industria echipamentelor grele.
Forjare cu matriță închisă (Forjare cu matriță cu imprimare)
Forjarea cu matriță închisă utilizează un set de matrițe potrivite cu o cavitate prelucrată la forma aproximativă a piesei finite. Tagla încălzită este plasată între matrițe și se aplică forță până când oțelul umple cavitatea complet, cu excesul de material care curge în afara liniei de despărțire. Blițul este dezactivat ulterior.
Această metodă produce toleranțe mai strânse (de obicei ±0,5–1,5 mm în funcție de complexitatea și dimensiunea piesei), un finisaj mai bun al suprafeței și o geometrie mai consistentă decât lucrul cu matriță deschisă. Costurile sculelor sunt ridicate – un set complet de matrițe pentru o piesă de complexitate medie poate costa 15.000 USD–80.000 USD sau mai mult – astfel încât forjarea cu matriță închisă are sens economic în primul rând pentru volume de producție medie spre mare. Bielele auto, butucii roților și corpurile supapelor sunt aplicații clasice.
Forjare fără fulger (de precizie).
Forjarea fără fulger elimină fulgerul prin controlul precis al volumului țaglelor și al geometriei matriței, astfel încât materialul să umple cavitatea fără preaplin. Rezultatul este o piesă în formă de plasă sau aproape de plasă care necesită o prelucrare minimă post-forjare. Sunt posibile toleranțe de ±0,1–0,3 mm.
Acest proces necesită o pregătire precisă a taglelor și o investiție mai mare în scule, dar economiile de material de 10-20% în comparație cu forjarea convențională cu matriță închisă o fac atractivă pentru producția de volum mare de piese complexe precum angrenajele, angrenajele conice și componentele suspensiei.
Forjare cu role
Forjarea cu role trece o bară de oțel încălzită între două role cu caneluri profilate, reducându-i secțiunea transversală și alungind-o simultan. Este de obicei folosit ca pas de preformare înainte de forjare cu matriță închisă, dar este, de asemenea, utilizat ca proces final pentru arbori conici, arcuri cu lame și componente șine. Natura continuă a procesului îl face extrem de eficient pentru piesele alungite.
Forjare supărată
Forjarea supărată crește aria secțiunii transversale a unei bare sau tije de oțel prin comprimarea acesteia de-a lungul axei sale, scurtând lungimea și mărind diametrul într-o zonă specifică. Șuruburile, știfturile, supapele și arborii cu flanșe sunt produse în acest fel. Mașinile de forjare de mare viteză pot produce mii de piese pe oră, ceea ce face ca aceasta să fie una dintre cele mai productive metode de forjare pentru elemente de fixare și feronerie similară.
Forjare la rece
Spre deosebire de metodele de mai sus, forjarea la rece se realizează la sau aproape de temperatura camerei. Oțelul se întărește în timpul procesului, ceea ce crește de fapt duritatea și rezistența suprafeței. Toleranțele sunt excepțional de strânse (±0,05–0,1 mm), iar finisarea suprafeței este excelentă, eliminând adesea necesitatea oricărei strunjiri sau șlefuire. Compensația este forțele de presare mai mari necesare și limitările privind geometria pieselor și calitatea oțelului. Oțelurile cu conținut scăzut de carbon și mediu de carbon sunt cele mai potrivite pentru forjarea la rece.
Pas cu pas: Cum se realizează forjarea oțelului în practică
Cunoașterea etapelor procesului contează, indiferent dacă proiectați o piesă pentru falsificare sau auditați nivelul de producție al unui furnizor. Iată cum o secvență standard de forjare a oțelului cu matriță închisă merge de la materia primă la piesa finită.
- Selectarea materialului și pregătirea biletei: Calitatea de oțel adecvată este selectată pe baza cerințelor de proprietăți mecanice ale piesei finite. Clasele comune includ 1045 (carbon mediu, industrial general), 4140 (crom-molibden, de înaltă rezistență), 4340 (nichel-crom-molibden, aerospațial) și inoxidabil 17-4 PH (rezistent la coroziune, de înaltă rezistență). Stocul de bară sau țagla este tăiat la volumul calculat - ușor supradimensionat pentru a ține cont de pierderea de fulger și de calcar.
- Incalzire: Billetele sunt încărcate într-un cuptor cu gaz sau cu inducție și aduse la temperatura țintă de forjare. Pentru majoritatea oțelurilor carbon și aliate, aceasta este de 1.150–1.250°C. Uniformitatea temperaturii pe secțiunea transversală a taglelor este critică - un gradient de temperatură mai mare de 50°C poate duce la crăpare sau umplere incompletă a matriței. Încălzirea prin inducție este preferată pentru controlul strâns al temperaturii și formarea redusă de calcar.
- Detartrare: Oțelul fierbinte dezvoltă un strat de calcar de oxid în timpul încălzirii. Înainte de forjare, acest detart este îndepărtat prin jeturi de apă de înaltă presiune (de obicei 100–200 bar) sau printr-o primă lovitură ușoară în matriță, care sparge calcarul și împiedică presarea acesteia în suprafața piesei, provocând defecte de suprafață.
- Preformare (dacă este necesar): Piesele complexe necesită adesea unul sau mai mulți pași de preformare pentru a redistribui masa metalică mai aproape de forma finală înainte de imprimarea matriței de finisare. Aceasta reduce uzura matriței și îmbunătățește fluxul de metal în suflarea finală. Preformarea se face în cavități separate ale matriței pe aceeași presă sau ciocan.
- Forjare de finisare: Tagla preformată este transferată în cavitatea matriței de finisare și lovită — fie cu un ciocan (ciocanul cu abur sau cu abur care oferă lovituri repetate), fie cu o presă (presă mecanică sau hidraulică cu o singură cursă controlată). Oțelul umple cavitatea complet și flash extruda în jurul liniei de despărțire.
- Tăierea blițului: În timp ce este încă fierbinte (sau după răcire, pentru presele de tundere), forjarea este plasată într-o matriță de tăiere și flash-ul este ștanțat dintr-o singură mișcare. Pentru piesele de precizie, forjarea tăiată poate fi re-bătută într-o matriță de dimensionare în timp ce este încă caldă pentru a corecta orice retur și a îmbunătăți acuratețea dimensională.
- Tratament termic: În funcție de calitatea oțelului și de cerințele finale ale proprietăților mecanice, piesele forjate sunt supuse normalizării, recoacerii, călirii și revenirii sau tratarii cu soluție și îmbătrânirii. Călirea și revenirea oțelului 4140, de exemplu, poate aduce rezistența la tracțiune de la 655 MPa (normalizat) la peste 1.000 MPa.
- Prelucrare: Chiar și piesele forjate aproape de rețea necesită de obicei strunjire CNC, frezare, găurire și șlefuire pentru a obține toleranțe dimensionale finale, finisare a suprafeței și caracteristici (filete, alezaje, canale) care nu pot fi forjate direct.
- Inspecție și testare: Piesele forjate finite sunt inspectate dimensional (CMM sau calibrare manuală), vizual (crăpături de suprafață, cusături, cusături) și adesea prin teste nedistructive - inspecția particulelor magnetice (MPI) pentru defecte de suprafață, testare cu ultrasunete (UT) pentru goluri interne. Testarea mecanică pe cupoane de probă verifică duritatea, rezistența la tracțiune, rezistența la impact și performanța la oboseală.
Calități de oțel utilizate în mod obișnuit în forjare și proprietățile acestora
Alegerea materialului este inseparabilă de procesul de forjare. Calitatea de oțel determină intervalul de temperatură de forjare, durata de viață a matriței, capacitatea de presare necesară, tratamentul termic post-forjare și, în cele din urmă, performanța piesei finite.
| Oțel de calitate | Interval de temperatură de forjare | Rezistența la tracțiune (Q&T) | Aplicații cheie |
|---|---|---|---|
| AISI 1045 | 1.150–1.230°C | ~570–700 MPa | Arbori, angrenaje, cuplaje |
| AISI 4140 | 1.100–1.230°C | ~900–1.100 MPa | Flanse, gulere de foraj, osii |
| AISI 4340 | 1.100–1.200°C | ~1.000–1.500 MPa | Tren de aterizare, arbori cotiți, aerospațial |
| Inoxidabil AISI 316 | 1.149–1.260°C | ~515–690 MPa | Supape, fitinguri, feronerie marine |
| F51 Duplex SS | 1.050–1.150°C | ~620–880 MPa | Componente submarine, uzină chimică |
| Inoxidabil 17-4 PH | 1.040–1.150°C | ~930–1.310 MPa | Aerospațial, medical, arbori pompe |
O notă practică despre forjarea oțelului inoxidabil: clasele austenitice, cum ar fi 316, au o tensiune de curgere mai mare decât oțelurile carbon, ceea ce înseamnă că presa are nevoie de mai multă capacitate pentru aceeași dimensiune a piesei. Ele sunt, de asemenea, mai predispuse la întărirea prin deformare, care poate provoca crăpare dacă reîncălzirea între treceri nu este făcută corect. Calitățile duplex sunt și mai sensibile la temperatură - lucrul în afara ferestrei înguste de forjare poate destabiliza echilibrul ferită-austenită și poate degrada rezistența la coroziune.
Reguli cheie de proiectare pentru piesele din oțel forjabil
Piesele proiectate fără a fi forjate în minte ajung adesea să coste mult mai mult de produs sau nu reușesc să profite de beneficiile structurale ale procesului. Aplicarea acestor principii de proiectare de la început evită reproiectările costisitoare ulterioare.
Unghiuri de proiectare
Toate suprafețele verticale dintr-o forjare cu matriță închisă au nevoie de un unghi de tragere, astfel încât piesa să poată fi scoasă din matriță. Tirajul standard pentru piesele forjate din oțel este 5–7° pe suprafețele exterioare și 7–10° pe suprafețele interne . Caracteristicile zero-draft sau negative-draft necesită unelte mai complexe cu știfturi de ejectare sau matrițe despicate, ceea ce crește semnificativ costul.
Raze de file și colț
Colțurile interioare ascuțite creează concentrații de tensiuni atât în matriță, cât și în piesa finită. O rază internă minimă a filetului de 3 mm este un punct de plecare practic, fiind de preferat 6 mm sau mai mare în zonele puternic încărcate. Razele colțurilor exterioare trebuie să fie de cel puțin 1,5 mm. Piesele cu fileuri adecvate prezintă îmbunătățiri ale duratei de oboseală de până la 3 ori în comparație cu cele cu tranziții ascuțite.
Plasarea liniei de despărțire
Linia de despărțire este locul în care cele două jumătăți de matriță se întâlnesc. Ar trebui să fie plasat la cea mai mare secțiune transversală a piesei pentru a minimiza adâncimea matriței și flash-ul. O linie de despărțire dreaptă și plată este cea mai simplă și mai ieftină opțiune. Liniile de despărțire curbe sau unghiulare adaugă complexitate sculelor, dar pot fi necesare pentru anumite geometrii.
Variația grosimii secțiunii
Variațiile mari ale grosimii secțiunii transversale în cadrul aceleiași piese creează un flux neuniform de metal în timpul forjarii. Secțiunile subțiri se umplu mai repede și se răcesc mai repede decât cele groase, ceea ce duce la umplere insuficientă sau crăpare. Ca regulă generală, raportul dintre grosimea maximă și cea minimă a peretelui într-o forjare din oțel nu trebuie să depășească 4:1 fără o proiectare atentă a preformei pentru a predistribui materialul.
Orientarea fluxului de cereale
Unul dintre cele mai semnificative avantaje ale forjarii oțelului față de turnarea sau prelucrarea cu bare este capacitatea de a alinia fluxul de cereale cu cea mai mare direcție a tensiunii în funcționare. O biela forjată cu flux longitudinal de cereale de-a lungul axei tijei are o rezistență la oboseală mult mai bună decât una prelucrată din bară, unde boabele rulează transversal pe secțiuni critice. Proiectați piesa astfel încât axa de încărcare primară să se alinieze cu direcția principală de forjare.
Forjare oțel vs. turnare vs. prelucrare din stoc de bare
Inginerii se confruntă frecvent cu alegerea între forjare, turnare și prelucrare atunci când selectează o rută de fabricație pentru piesele structurale din oțel. Fiecare metodă are un profil distinct de performanță și cost.
| Criteriu | Forjare din oțel | Casting | Stoc de bare prelucrate |
|---|---|---|---|
| Rezistența la tracțiune | Ridicat (rafinat cu cereale) | Moderat (risc de porozitate) | Bun (depinde de nota) |
| Oboseala Viata | Excelent | Inferioară (defecte interne) | Bine dacă boabele sunt aliniate |
| Complexitatea geometrică | Moderat | Înalt | Înalt (CNC) |
| Costul sculelor | Înalt (dies) | Moderat (patterns/molds) | Scăzut până la deloc |
| Cost unitar la volum mare | Scăzut | Scăzut to moderate | Înalt (material waste) |
| Defecte interne | Minimal (goluri închise) | Posibil (contracție, porozitate) | Depinde de calitatea barului |
| Timp de livrare (prototip) | Lung (fabricarea matrițelor) | Moderat | Scurt |
Decizia se reduce de obicei la trei factori: volumul anual de producție, performanța mecanică necesară și complexitatea piesei. Pentru piesele cu pasaje interioare complexe sau decupări, turnarea câștigă adesea numai pe geometrie. Pentru piese structurale de volum mare din industria auto, aerospațială sau petrol și gaze, forjarea aproape întotdeauna câștigă în ceea ce privește performanța și costul ciclului de viață. Prelucrarea din stocul de bare este cea mai logică pentru prototipuri, loturi foarte mici sau piese care sunt pur și simplu prea mici pentru a fi forjate economic.
Defecte comune la forjarea oțelului și cum să le preveniți
Chiar și cu parametrii de proces corecti, piesele forjate din oțel pot dezvolta defecte care compromit integritatea structurală. Cunoașterea cauzelor fiecărui defect și a modului de depistare din timp a acestuia previne eșecurile costisitoare ale câmpului.
Tururi și pliuri
Lapurile se formează atunci când o încrețitură de suprafață sau o proeminență este pliată înapoi și forjată în suprafața piesei fără a se lipi. Ele apar ca defecte de suprafață liniare, de obicei paralele cu linia de despărțire. Cauza principală este de obicei forma incorectă a preformei, fulgerarea excesivă sau distribuția slabă a fluxului de metal în matriță. Inspecția particulelor magnetice detectează în mod fiabil turele la suprafață. Prevenirea necesită proiectarea corectă a preformei și optimizarea cavității matriței.
Umplere insuficientă
Umplerea insuficientă înseamnă că cavitatea matriței nu a fost umplută complet cu oțel în timpul forjarii, lăsând depresiuni puțin adânci pe suprafața piesei. Cauzele includ greutatea insuficientă a țaglelor, o temperatură prea scăzută de forjare, fulgerul excesiv care curge materialul înainte ca cavitatea să se umple sau capacitatea de presare inadecvată. Inspecția dimensională va prinde subumplere în majoritatea cazurilor, dar este mai bine prinsă în prima serie de producție cu secţionarea probei.
Crăpare
Fisurile de suprafață se dezvoltă atunci când oțelul este forjat la o temperatură prea scăzută (sub intervalul de tranziție de la ductil la fragil), când viteza de deformare este prea mare sau când oțelul are un conținut excesiv de sulf sau fosfor care favorizează scurtarea la cald. Fisurile interioare (defecte de spargere) apar atunci când se dezvoltă tensiuni de tracțiune în miez în timpul forjarii, adesea în secțiuni grele. Menținerea temperaturii de forjare peste 1.050°C pentru majoritatea oțelurilor aliate și evitarea reducerii excesive pe trecere previne majoritatea defectelor de fisurare.
Decarburarea
Expunerea prelungită la aer la temperaturi ridicate face ca carbonul să se difuzeze în afara stratului de suprafață de oțel, creând o zonă moale, cu conținut scăzut de carbon, care reduce duritatea și rezistența la oboseală. Adâncimea de decarburare de 0,3–0,8 mm nu este neobișnuită în piesele încălzite în cuptoare cu flacără deschisă. Utilizarea cuptoarelor cu atmosferă controlată sau a încălzirii prin inducție reduce semnificativ decarburarea, iar prelucrarea stratului afectat este remedierea standard atunci când apare.
Die Shift
Deplasarea matriței are loc atunci când jumătățile superioare și inferioare ale matriței sunt aliniate greșit în timpul forjarii, producând o piesă care este compensată la linia de despărțire. Chiar și o deplasare de 0,5 mm poate face ca o piesă să eșueze inspecția dimensională. Verificările regulate ale alinierii matrițelor și întreținerea corectă a cheilor de localizare previn acest defect în producție.
Industrii care se bazează pe forjarea oțelului și de ce
Cererea de forjare a oțelului este determinată de industriile în care defecțiunea structurală nu este o opțiune. Înțelegerea unde și de ce este specificată forjarea îi ajută pe cumpărători să justifice investiția în scule și îi ajută pe ingineri să argumenteze pentru forjare față de procesele concurente.
- Automobile: Bielele, arborii cotiți, fuzetele de direcție, butucii de roți, arborii cu came și angrenajele de transmisie sunt forjate aproape universal. O mașină tipică conține 35-45 kg de piese din oțel forjat. Rezistența la oboseală și la impact a oțelului forjat este motivul pentru care aceste componente critice pentru siguranță nu sunt turnate.
- Petrol și gaze: Burghii, gulerele de foraj, componentele BOP, corpurile supapelor, flanșele (ANSI/ASME B16.5) și conectorii submarin necesită forjare pentru a rezista la presiuni extreme în fund (până la 15.000 psi presiune de lucru în unele aplicații) și medii corozive. Standardele ASME/ANSI și API impun forjare pentru multe dintre aceste componente.
- Aerospațial: Structurile trenului de aterizare, fitingurile de atașare a aripilor, suporturile pentru motor și discurile turbinei sunt forjate din oțeluri aliate de înaltă rezistență și superaliaje. Cerințele stricte ale industriei aerospațiale pentru trasabilitate, rapoartele de testare a materialelor certificate și testele nedistructive fac ca forjarea să fie alegerea implicită pentru componentele structurale ale corpului aeronavei.
- Generare de energie: Rotoarele turbinelor cu abur, arborii generatorului și capetele vaselor sub presiune din centralele nucleare și convenționale sunt printre cele mai mari piese forjate produse - piesele forjate cu o singură matriță deschisă pot cântări 150-300 de tone. Integritatea materialului necesară pentru componentele care funcționează sub solicitări termice și mecanice combinate timp de 30-60 de ani este atinsă numai prin forjare controlată și tratament termic.
- Echipamente pentru minerit si constructii: Legăturile de șenile pentru buldozer, știfturile cupei de excavator, ciocanele de concasor de pietre și tijele de foraj sunt supuse la impact puternic și la uzură abrazivă. Piesele forjate din oțel cu conținut ridicat de mangan și slab aliat rezistă la deformare și la rupere în aceste condiții mult mai bine decât alternativele turnate.
- Apărare: Proiectilele de artilerie, penetratoarele care perforau armura, componentele șinele tancurilor și țevile de tun sunt forjate pentru a îndeplini specificațiile militare care necesită duritate, duritate și consistență dimensională specifice care nu pot fi atinse prin alte procese.
Standarde de calitate și certificări pentru oțel forjat
Achiziționarea de piese forjate din oțel fără a face referire la standardele aplicabile îi lasă pe cumpărători expuși la variabilitatea calității și la piesele neconforme. Standardele majore care guvernează calitatea forjarii oțelului merită cunoscute înainte de a scrie o comandă de achiziție.
- ASTM A668 / A668M: Specificație standard pentru piese forjate din oțel carbon și aliat pentru uz industrial general. Acoperă opt clase cu cerințe de proprietăți mecanice de la rezistența la tracțiune de 485 MPa (Clasa D) până la 830 MPa (Clasa L).
- ASTM A182: Acoperă flanșe de țevi din aliaj forjat sau laminat și din oțel inoxidabil, fitinguri forjate și supape pentru service la temperaturi înalte. Referințe pe scară largă în specificațiile de prelucrare a petrolului și gazelor și chimice.
- ASTM A105: Standard pentru piese forjate din oțel carbon pentru aplicații de conducte la temperaturi ambientale și mai ridicate. Aceasta este una dintre specificațiile cele mai frecvent numite pentru flanșe și fitinguri în sistemele de conducte industriale.
- API 6A / 6D: Standardele Institutului American de Petrol pentru echipamentele capului de puț și pentru pomul de Crăciun (6A) și supapele de conducte (6D). Aceste standarde definesc clasele de materiale, cerințele de testare și documentația de trasabilitate pentru componentele forjate utilizate în serviciul de hidrocarburi.
- AMS (specificații materiale aerospațiale): Standardele SAE AMS precum AMS 2750 (pirometrie pentru tratament termic) și clasele AMS specifice materialelor (de exemplu, AMS 6414 pentru oțel 4340) guvernează forjarea aerospațială. Conformitatea necesită calibrare documentată a cuptorului, rapoarte de testare a materialelor certificate și inspecția primului articol.
- ISO 9001 / IATF 16949: Certificari de sisteme de management al calitatii pentru furnizorii de forjare industriale generale (ISO 9001) si auto (IATF 16949). Aceste certificări indică faptul că furnizorul operează un sistem de calitate documentat, dar nu garantează prin ele însele conformitatea produsului cu specificațiile mecanice specifice.
Solicitați întotdeauna rapoarte de testare a materialelor (MTR), rapoarte de inspecție dimensională și rapoarte NDE cu fiecare transport de forjare. Pentru aplicațiile critice, testarea cu martori la atelierul de forje este o practică standard în achizițiile aerospațiale și nucleare.
Întrebări frecvente despre forjarea oțelului
Care este cantitatea minimă de comandă pentru piesele forjate din oțel cu matriță închisă?
Majoritatea atelierelor de forjare cu matriță închisă stabilesc o cantitate minimă de comandă (MOQ) de 100–500 de bucăți pentru proiecte noi de scule, deși aceasta variază în funcție de dimensiunea și complexitatea piesei. Pentru piese mici, simple, unele magazine vor lua în considerare probe de 50 de piese. Costul ridicat al sculelor este principala constrângere - costul matriței împărțit în mai puține piese crește semnificativ costul pe unitate. Piesele forjate cu matriță deschisă nu au minim MOQ practic, deoarece nu sunt necesare scule personalizate.
Cât timp durează pentru a obține piesele forjate din oțel?
Pentru forjarile cu matriță închisă cu scule noi, timpii de livrare sunt de obicei de 10-16 săptămâni: 4-6 săptămâni pentru proiectarea și fabricarea matrițelor, 1-2 săptămâni pentru testele de forjare a primului articol și 2-4 săptămâni pentru tratarea termică și prelucrarea pieselor de producție. Forjarea cu matriță deschisă pentru piese mari poate dura 8-20 de săptămâni, în funcție de capacitatea atelierului de forjare și de disponibilitatea țaglelor din oțel. Comenzile repetate de la matrițele existente durează de obicei 4-8 săptămâni.
Oțelul inoxidabil poate fi forjat folosind același echipament ca oțelul carbon?
Da, se folosesc aceleași ciocane și prese, dar oțelul inoxidabil - în special clasele austenitice - necesită forțe de forjare mai mari decât oțelul carbon la temperaturi echivalente datorită tensiunii sale de curgere mai mari. O presă evaluată pentru o anumită dimensiune a piesei din oțel carbon poate fi necesar să fie declasată sau piesa împărțită în operațiuni mai mici atunci când treceți la oțel inoxidabil. Durata de viață a matriței este, de asemenea, de obicei mai scurtă la forjarea oțelului inoxidabil, datorită presiunilor mai mari ale interfeței și a depunerilor de oxid abraziv.
Este forjarea la cald diferită de forjarea la cald?
Da. Forjarea la cald se realizează în intervalul de temperatură dintre forjarea la rece și forjarea la cald - de obicei 650–950°C pentru oțel. La aceste temperaturi, tensiunea de curgere este mai mică decât la temperatura camerei (făcând formarea mai ușoară), dar oțelul nu formează scara grea de oxid observată la forjarea la cald. Rezultatul este o finisare mai bună a suprafeței și toleranțe mai strânse decât forjarea la cald, cu forțe de presare mai mici decât forjarea la rece. Forjarea la cald este utilizată pentru piesele de complexitate medie unde calitatea suprafeței este importantă, dar forțele de forjare la rece ar fi practic de mari.
Cum specific corect o forjare pe un desen?
O specificație completă de forjare pe un desen ar trebui să includă: calitatea oțelului (desemnare ASTM, AISI sau AMS), starea de tratament termic și duritatea necesară sau rezistența la tracțiune/curgere, cerințele pentru unghiul de tracțiune, minimele razelor de filet și colț, finisarea suprafeței (valoarea Ra) pentru suprafețele forjate, extensia admisibilă la linia de despărțire, metodele NDE necesare (MPI, raportul de testare, cerințele privind materialul aplicabil). Referirea la standardul ASTM aplicabil (de exemplu, ASTM A668, Clasa F) leagă toate cerințele de material și de testare împreună în mod curat.