Puncte cheie de știut despre forjate din oțel inoxidabil
1. Ce este?
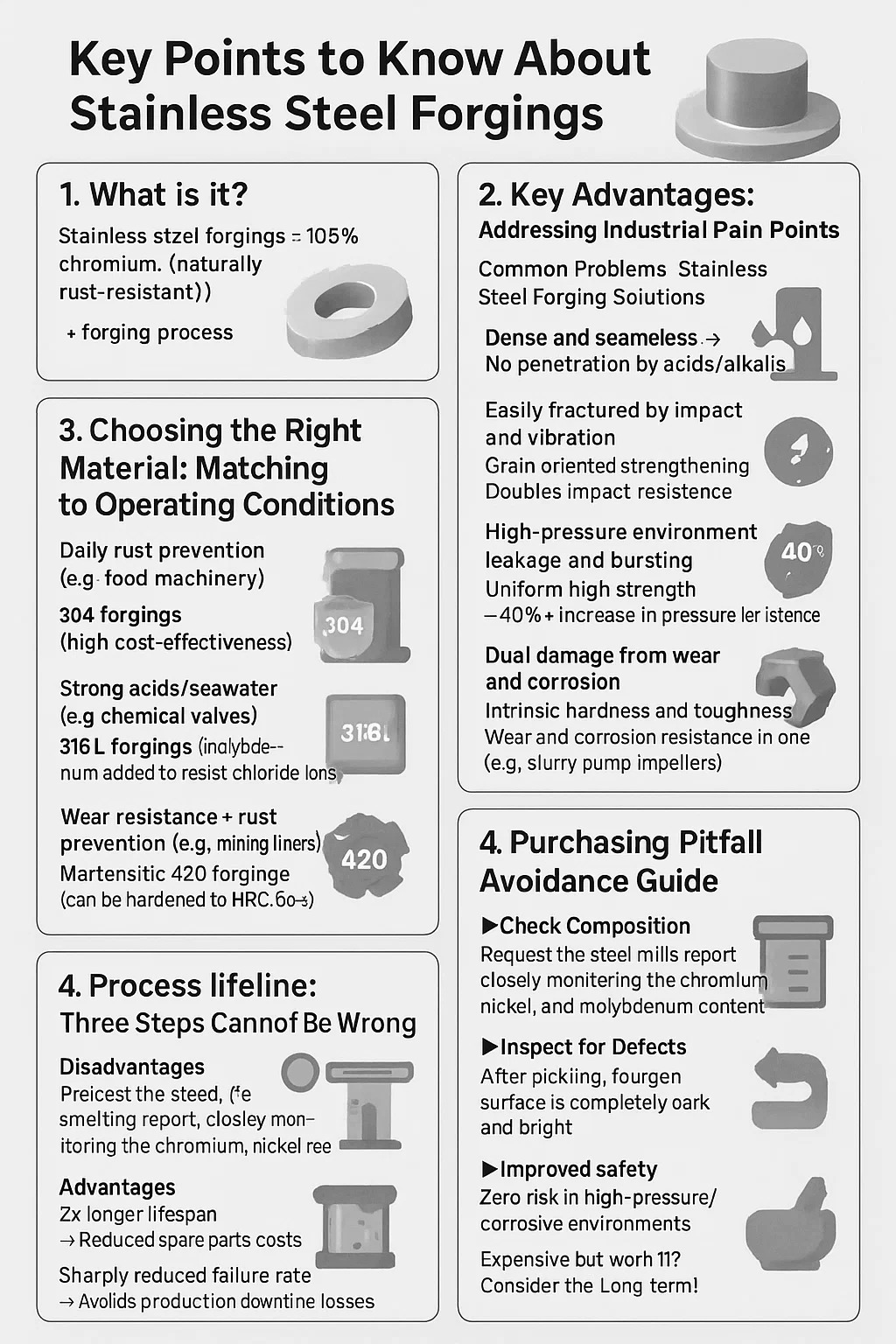
Piese forjate din oțel inoxidabil = Proces de forjare din oțel inoxidabil (conținând ≥10,5% crom, natural rezistent la rugină) (ciocănire la temperatură înaltă).
Valori fundamentale:
▶ Mai dens decât piesele turnate (forjarea elimină porozitatea și fisurile)
▶Mai puternice și mai dure decât piesele prelucrate (conservă liniile de curgere metalice)
2. Avantaje cheie: Abordarea punctelor dureroase industriale
Probleme comune: Forjare din oțel inoxidabil Soluții
Perforarea pieselor indusă de coroziune: densă și fără sudură → Fără penetrare de acizi/alcali
Se fracturează cu ușurință prin impact și vibrații: Întărire orientată spre cereale → Dublează rezistența la impact
Scurgeri și spargeri în mediu de înaltă presiune: rezistență ridicată uniformă → creștere cu 40% a rezistenței la presiune
Deteriorări duble de la uzură și coroziune: Duritate și tenacitate intrinsecă → Rezistența la uzură și la coroziune într-unul (de exemplu, rotoare pentru pompe de șlam)
3. Alegerea materialului potrivit: potrivirea la condițiile de funcționare
Prevenirea zilnică a ruginii (de exemplu, mașini alimentare) → 304 piese forjate (eficiență ridicată a costurilor)
Acizi puternici/apă de mare (de exemplu, supape chimice) → Piese forjate 316L (molibden adăugat pentru a rezista ionilor de clorură)
Rezistență la uzură Prevenirea ruginii (de exemplu, căptușeli miniere) → Piese forjate Martensitic 420 (pot fi întărite la HRC) 50 ) Coroziune la presiune înaltă (de exemplu, flanșe submarine) → Piese forjate Duplex 2205 (imbunătățire dublă a rezistenței la coroziune)
4. Linia de salvare a procesului: Trei pași nu pot fi greșiți
▶ Controlul încălzirii și temperaturii:
Oțelul 304 nu trebuie răcit lent între 500-850℃ (în caz contrar, rezistența la rugină se prăbușește)
Temperatura de oprire a forjarii din oțel martensitic ≥950℃ (forjarea la temperatură joasă se va crăpa)
▶Răcire după forjare:
Oțel austenitic (de exemplu, 316L) → stingerea rapidă a apei de răcire (sărirea zonei de temperatură periculoasă)
Oțel martensitic (de exemplu, 420) → răcire lentă prin imersie în nisip (răcirea rapidă se va crăpa inevitabil)
▶ Tratarea suprafeței:
Decaparea acidă și pasivarea sunt sufletul! Formarea unei pelicule de oxid de crom dublează rezistența la rugină.
5. Ghid pentru evitarea capcanelor de achiziție
▶Verificați compoziția:
Solicitați raportul de topire al oțelului, monitorizând îndeaproape conținutul de crom, nichel și molibden (chiar și o reducere de 0,5% reduce drastic performanța).
▶Inspectați pentru defecte:
După decapare, suprafața trebuie să fie complet albă și strălucitoare, fără pete negre (punctele negre indică o potențială coroziune). Testarea cu ultrasunete nu ar trebui să arate defecte mai mari de 2 mm (esențiale pentru componentele de înaltă presiune).
▶Verificați producătorul:
Alegeți un furnizor cu capacități care acoperă întregul proces, de la fabricarea oțelului la forjare până la tratarea termică. Respingeți produsele fără ștampilă permanentă din oțel (inclusiv clasa/numărul cuptorului/numărul lotului).
6. Scump, dar merită? Luați în considerare termenul lung!
Dezavantaje: Pret cu 30% mai mare decat piese turnate, timp de livrare mai mare (minim 2 saptamani).
Avantaje:
▶ Durată de viață de 2 ori mai mare → Costuri reduse cu piesele de schimb
▶Rata de eșec redusă drastic → Evită pierderile din timpul de oprire a producției
▶Siguranță îmbunătățită → Risc zero în medii de înaltă presiune/corozive